翻砂鋁鑄件以砂型為模具,將熔融鋁液澆入成型,冷卻后脫模修整。其工藝靈活,成本低廉,可生產(chǎn)復雜結構件,廣泛應用于汽車發(fā)動機、航空航天部件及機械設備等領域,是輕量化與高強度兼?zhèn)涞膫鹘y(tǒng)鑄造方案。
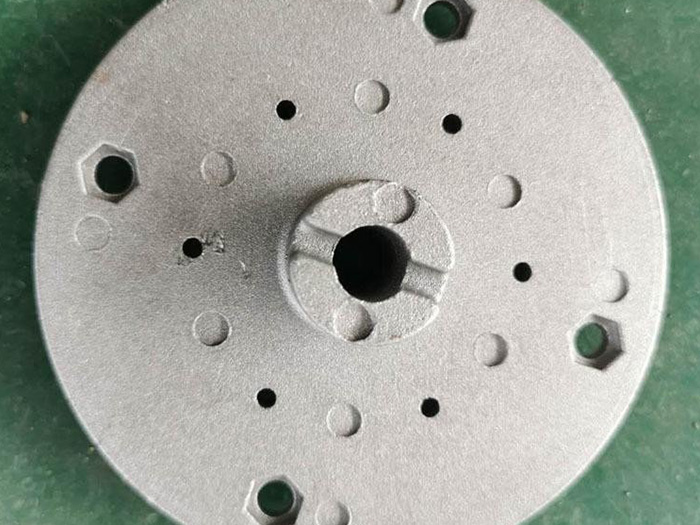
翻砂鋁鑄件出現(xiàn)毛刺、飛邊過大,是砂鑄生產(chǎn)中常見缺陷,主要由砂型配合、澆注工藝、模具工裝及后期管控不當導致,需從源頭逐項整改,有效減少毛刺問題。
首先優(yōu)化砂型制作與合模工藝。砂型分型面緊實度不足、砂粒松散,是產(chǎn)生毛刺的核心原因。制砂時嚴格控制型砂配比,提升砂型緊實度,避免局部疏松;合模前清理分型面浮砂、雜物,確保上下砂箱貼合嚴密,減少縫隙間隙。同時合理設置鎖箱結構,加固砂箱鎖緊力度,防止?jié)沧r脹箱跑料。
其次調(diào)整熔煉與澆注參數(shù)。鋁液溫度過高,流動性過強,易滲入砂型縫隙形成毛刺。需嚴格把控鋁液澆注溫度,避免超溫熔煉;放緩澆注速度,平穩(wěn)控流,減少金屬液沖擊砂型造成的開裂、漲縫。還要做好排氣設計,避免型腔氣壓過大撐開分型面,引發(fā)大面積飛邊。
然后改良模具與造型細節(jié)。造型時修整分型面邊角,打磨平整過渡區(qū)域;模具邊角、活塊配合處做好密封處理,減小裝配間隙。針對易產(chǎn)生毛刺的邊角位置,可增加壓條、擋砂結構,阻擋鋁液外溢。
加強后期管控與修整。規(guī)范操作流程,減少搬運、合模時砂型磕碰破損;生產(chǎn)后統(tǒng)一打磨處理,搭配打磨工具去除多余毛刺。長期生產(chǎn)中定期檢修造型工裝,及時更換老化砂料,穩(wěn)定生產(chǎn)工藝,從根本降低翻砂鋁件毛刺缺陷,提升
翻砂鋁鑄件外觀與加工效率。