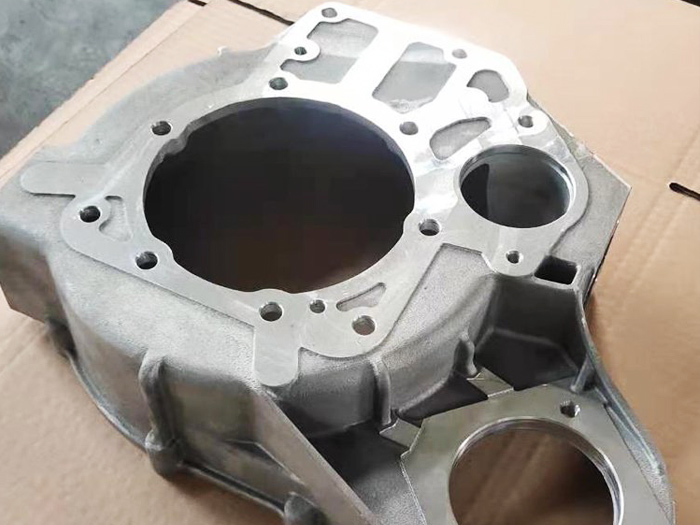
鋁合金壓鑄件,采用高壓壓鑄工藝成型,產品密度均勻、質地緊實,尺寸準不易變形。表面光滑平整,可進行噴涂、氧化、拋光等深加工處理。具備重量輕、強度高、耐腐、散熱性好等優勢,規格全支持來圖定制,廣泛應用于機電、汽配、五金家電等領域。
一、
鋁合金壓鑄件的熱處理概述
鋁合金壓鑄件是應用非常廣泛的一類零部件,具有輕質、高強、耐腐等優點,常用于汽車、航空、機械等行業。熱處理是改變鋁合金零件晶體組織、提高硬度和強度、改良耐腐性能的一種重要工藝。
熱處理包括退火、淬火和時效三個主要環節,下面我們將分別詳細介紹。
二、退火工藝
退火是指將鋁合金壓鑄件加熱至溫度區間內,使其晶粒長大并消除殘余應力、改良塑性和可加工性能的過程。一般采用兩步式恒溫退火,先加熱溫度為300℃-400℃,時間為1小時,然后加熱溫度為450℃-500℃,時間為2-4小時,然后在爐內涼至室溫。退火后的鋁合金零件晶粒更大,力學性能低于原始狀態,但其塑性和可加工性能顯著提高。
三、淬火工藝
淬火是指快速將鋁合金壓鑄件高溫到達狀態迅速冷卻的過程,實現鋁合金零件快速硬化。一般采用水、鹽水或油作為淬料,以快速降溫使鋁合金零件形成固溶強化組織,從而提高強度、硬度和耐腐性能。
淬火的溫度一般在500℃-550℃,保溫時間15-30分鐘,快速降溫速度要求不得低于55℃/min。淬火后鋁合金零件強度、硬度、耐腐性能顯著提高,但塑性和韌性差。
四、時效工藝
時效是指將鋁合金壓鑄件在高溫下保持時間,從而實現再次硬化的過程。時效包括自然時效和人工時效兩種。
自然時效是指將淬火后的鋁合金零件,在室溫下自然放置一段時間,晶體再次穩定,形成的固溶體在室溫下自然析出細小的彌散式稀土相,再次硬化。
人工時效是將鋁合金零件在特定的溫度下保持時間,使針狀、薄片狀、球形等多種彌散相形成,從而使鋁合金零件達到高強度、硬度和耐蝕性。
鋁合金壓鑄件的熱處理工藝包括退火、淬火和時效三個主要環節。不同的工藝環節和參數對零件性能有不同的影響。退火可以提高鋁合金零件的塑性和加工性能,淬火可以提高鋁合金零件的硬度、強度和耐蝕性,時效可以進一步提高鋁合金零件的硬度、強度和耐蝕性。在實際應用中,針對具體的鋁合金零件和應用場景,需要選擇合適的熱處理工藝流程和參數。